
在調(diào)味品行業(yè),,食品調(diào)味料是以食用油與別的調(diào)味品復(fù)合型成醬狀的半固體調(diào)味品,,普遍應(yīng)用復(fù)合型塑膠包裝膜制作包裝袋、包裝成成袋商品,;復(fù)合袋必須先密封制作包裝袋,,再將食品調(diào)味料根據(jù)灌裝機引入袋里,最終再對包裝袋密封[1],;但在注料過程中經(jīng)常會出現(xiàn)注料槍的漏油滴料狀況,,密封品質(zhì)不穩(wěn)定,導(dǎo)致商品霉變,、消費者投訴,。

因為給袋式自動包裝機在中國發(fā)展比較晚,,罐裝包裝復(fù)合調(diào)味醬料的立柱式制作包裝袋包裝機存有注料槍滲漏可操控性差,,制作包裝袋存有褶皺,密封工作壓力,、品質(zhì)可操控性差等難題,,長期性困惑著復(fù)合調(diào)味醬料制造業(yè)企業(yè)。歷經(jīng)改善的給袋式自動包裝機,,對注料槍的防滲漏密封性構(gòu)造,、材料,包裝機的封合構(gòu)造、網(wǎng)紋方式開展改進設(shè)計方案與運用,,獲得了非常好的運用實際效果,。
1給袋式包裝機原理
1.1給袋式包裝機介紹
全自動進行對預(yù)制構(gòu)件袋取袋、開袋,、計量檢定,、罐裝填充和密封一系列實際操作的包裝機,通稱給袋式自動包裝機,;關(guān)鍵由全自動供袋取袋設(shè)備,、開袋設(shè)備、旋轉(zhuǎn)運袋系統(tǒng)軟件,,計量檢定罐裝系統(tǒng)軟件,,密封設(shè)備,及其電氣設(shè)備自動控制系統(tǒng)構(gòu)成,;設(shè)備關(guān)鍵傳動系統(tǒng)選用傳動鏈條加凸輪機構(gòu),,服務(wù)器以分散化傳動系統(tǒng)與主軸軸承集中化傳動系統(tǒng)操縱主導(dǎo),機械設(shè)備的內(nèi)部配有自動編號,、檢驗,、全自動直流變頻變速等設(shè)備,能依據(jù)公司的生產(chǎn)制造必須,,自動調(diào)節(jié)速率,,假如碰到一切常見故障或者不動袋、不送料等難題的情況下,,給袋式包裝機的自動識別作用都能自動識別到出現(xiàn)異常,,并停止工作[2],以防產(chǎn)生安全生產(chǎn)事故或?qū)Πb商品導(dǎo)致消耗狀況,,合理地節(jié)約了公司的產(chǎn)品成本,。
1.2給袋式包裝機工作內(nèi)容
如圖所示1所顯示給袋式自動包裝機現(xiàn)有八個工序,較傳統(tǒng)式的給袋式包裝機提升了兩個工序,,提升的密封工序用以提升密封的抗壓強度與改進密封品質(zhì),。
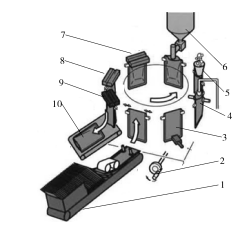
圖1給袋式自動包裝機工序平面圖
1-供袋2-規(guī)格調(diào)整手柄3-印刷打碼軟件4-開袋5-醬汁罐裝6-液體填充7-第一熱密封8-第二熱密封9-熱封制冷成形10-商品輸出
圖1中供袋(取袋、給袋)工序?qū)㈩A(yù)制構(gòu)件的包裝袋放在供袋運輸設(shè)備上,,根據(jù)給袋式包裝機的供袋著力點開展取袋,隨后喂送給轉(zhuǎn)動運袋系統(tǒng)軟件,,根據(jù)2個機夾臂捏住包裝袋上端的兩邊轉(zhuǎn)動,,一次供袋進行后服務(wù)器轉(zhuǎn)動45°;抵達條碼復(fù)印工序,,主要是對包裝袋開展時間等復(fù)?。蛔藙葸M行后再轉(zhuǎn)動45°,,先后抵達開袋工序,,將包裝封袋開啟,,醬汁罐裝工序,將醬汁投灌進包裝袋,,液體填充,,第一次熱密封,第二次熱密封,,熱密封制冷成形,,最終由推袋組織將機夾臂上的夾袋拉開,商品由機夾上擺脫,,落入商品輸送皮帶開展商品輸出,。進行一個工作內(nèi)容循環(huán)系統(tǒng)[3-4]。
1.3給袋式包裝機運用
復(fù)合調(diào)味醬料包裝的原材料屬于半固體,,由調(diào)味料,、朝天椒、蔥姜,、食用鹽等歷經(jīng)破碎成顆粒物,,再與食用油等炮制產(chǎn)生的醬液化合物;依據(jù)口味規(guī)定各原材料配方的占比差別非常大,,故醬汁中固液的占比差別也非常大,,注料罐裝時流通性也存有差別,對罐裝注料槍規(guī)定較高,;一般罐裝包裝醬汁選用的立柱式制作包裝袋包裝機(如圖2),,因為構(gòu)造緣故,沒法保證罐裝注料槍不滲漏,,且因為卷膜在制作包裝袋的另外開展注料,,輥子拉膜的另外制作包裝袋,免不了出現(xiàn)密封褶皺,;進而導(dǎo)致產(chǎn)品品質(zhì)不穩(wěn)定與滲油難題,。
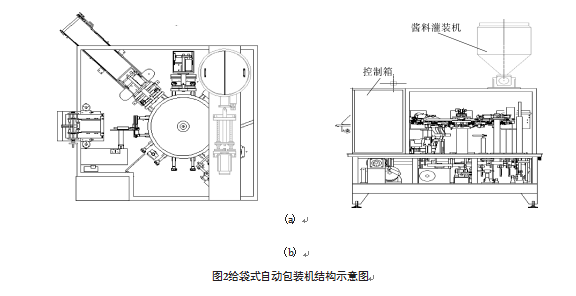
圖2所顯示,此次型號選擇選用8工序給袋式全自動包裝機(傳統(tǒng)式的為6工序),。
該設(shè)備有設(shè)計方案兩個注料填充工序,,可完成醬液化合物罐裝、醬液分離出來各自罐裝,,并改善為專用型注料槍,,操縱罐裝全過程中注料槍自身的滲油及注料槍底端的漏油滴料狀況,使包裝袋在密封前封袋環(huán)境整潔,,確保密封時封袋不夾料,、沒有殘渣;給袋式自動包裝機選用預(yù)制構(gòu)件袋包裝,提升兩個密封工序,,一次熱密封,,一次熱密封制冷,關(guān)鍵功效是對密封開展結(jié)構(gòu)加固,、成形,,填補僅有一次熱密封時如沒有封住就導(dǎo)致立即滲油、密封褶皺等狀況,。
2給袋式包裝機改善
2.1注料槍構(gòu)造
改善的注料槍構(gòu)造如圖所示3,,關(guān)鍵由液壓缸、注料槍身,、密封性部件,、入料管構(gòu)成,注料槍身固定不動于包裝機的傳動系統(tǒng)構(gòu)件上,,與包裝機注料工序開展連動,;注料槍液壓缸與操縱汽缸連接,罐裝入料姿勢與液壓缸健身運動及注料工序轉(zhuǎn)動姿勢產(chǎn)生總體操縱與相互配合,,而且各姿勢的主要參數(shù)可單獨可調(diào)式[5-6],,進而精確操縱注料漏油滴料與計量檢定的可靠性。
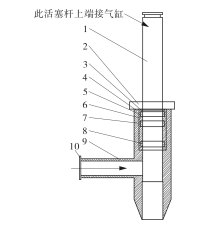
圖3注料槍結(jié)構(gòu)示意圖
1-液壓缸2-密封性銷釘3-平面圖密封性
槍罐裝入包預(yù)制構(gòu)件包裝袋內(nèi),;注料泵進行一次打料姿勢后,,注料槍活塞桿向下移動,如圖16注料姿勢平面圖(b),,液壓缸將注料槍身下端原材料所有送入包裝袋內(nèi),,并封死入料支管,為了更好地避免液壓缸下方粘料,,可依據(jù)必須在液壓缸正中間打孔,,上方進氣口,一直吹向最下方,,將液壓缸下方粘的原材料刮走,,進而使注料槍不漏油滴料;為了更好地避免液壓缸與注料槍身中間粘料,,而掛在注料槍最下方,,包裝袋走過時環(huán)境污染到封袋,設(shè)計方案注料液壓缸向移位運一定間距,,但不可以超出入料支管(確保入料口是封死的),,如圖16注料槍注料姿勢平面圖(c)。罐裝注料進行一次動后注料槍下方是多出一段的,,等候下一次姿勢時液壓缸再往上挪動到圖4(a)情況。
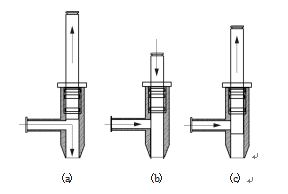
圖4注料槍注料姿勢平面圖
2.2注料槍姿勢過程管理
圖3注料槍結(jié)構(gòu)示意圖是生產(chǎn)制造靜止不動時的情況,當(dāng)服務(wù)器操縱傳出注料數(shù)據(jù)信號時,,如圖4(a)注料槍液壓缸在汽缸推動下,,往上挪動,使注料槍體開料與入料管產(chǎn)生安全通道,,注料泵姿勢,,原材料根據(jù)注料
封刀選用平面圖無紋封合構(gòu)造,2塊封刀壓合熱封后產(chǎn)生包裝袋口封合隔絕線,,依據(jù)不一樣的包裝材料溫度規(guī)定及封合時密封排氣管規(guī)定,,可在熱封刀表面設(shè)計方案安裝特氟龍膠帶,使密封更為美觀大方并確保封合抗壓強度,;冷封刀選用細棋盤紋冷壓成形,,使密封產(chǎn)生清楚封合紋理,另外對封合抗壓強度開展結(jié)構(gòu)加固[11],。熱封刀的兩個熱封塊選用單獨的加溫與溫度控制,,使加溫與溫度控制更為精確,確保了密封品質(zhì)[12-14],。
2.3密封性構(gòu)造與材料
注料槍的密封性,、液壓缸的密封性,液壓缸與注料槍體空隙加工精度確保低于0.02mm,,液壓缸選用多道徑向密封性,;采用YX型軸用密封環(huán),并將密封環(huán)安裝在聚四氟乙烯導(dǎo)向性密封性體上,,液壓缸在聚四氟乙烯導(dǎo)向性密封性精準(zhǔn)定位中做反復(fù)運動,,合理維護密封環(huán)并確保密封性實際效果。密封性材料采用耐熱,、對動物與植物油有較強抵抗能力的氟素硅膠密封圈[7-10],。
2.4密封設(shè)備
給袋式自動包裝機采用8工序,在其中有3個工序是密封設(shè)備,,2次熱密封,,1次冷擠壓密封成形,熱4-注料槍身5-密封性16-四氟導(dǎo)向性密封性7-密封性28-密封性39-入料管10-入料管聯(lián)接法蘭盤
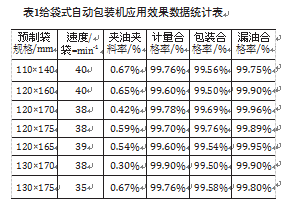
3運用實際效果
給袋式自動包裝機在復(fù)合調(diào)味醬料包裝中的運用實際效果是根據(jù)生產(chǎn)制造開展認(rèn)證,,實驗不一樣的包裝規(guī)格型號,、生產(chǎn)制造速率、包裝原材料狀況下,,統(tǒng)計分析夾油夾料率,、計量檢定達標(biāo)率、包裝達標(biāo)率,、滲油達標(biāo)率,,并且全是在包裝機持續(xù)一切正常生產(chǎn)制造工作中后,,最少持續(xù)當(dāng)場抽樣三十分鐘,立即當(dāng)場搜集相對數(shù)據(jù)信息,。在其中漏油達標(biāo)率包含對搜集試品庫存積壓兩天之上,,出現(xiàn)的商品滲油狀況。數(shù)據(jù)統(tǒng)計如表1所顯示,。
4結(jié)語
文中在總結(jié)生產(chǎn)制造工作經(jīng)驗改善的基本上,,論述了機器設(shè)備工序型號選擇、注料槍構(gòu)造,、姿勢過程管理,、密封構(gòu)造與材料、及其密封設(shè)備的改善,,運用改善后的全套機器設(shè)備,,我廠已取得成功將產(chǎn)品品質(zhì)提高來到一個新的水準(zhǔn),大幅度減少了銷售市場商品滲油的舉報,,造成了巨大的經(jīng)濟收益。

 客服1
客服1